



电位器开关=自动化振动盘送料分料转盘式精密组装加工中心
价格:
面议
点击率:
924
产品详情
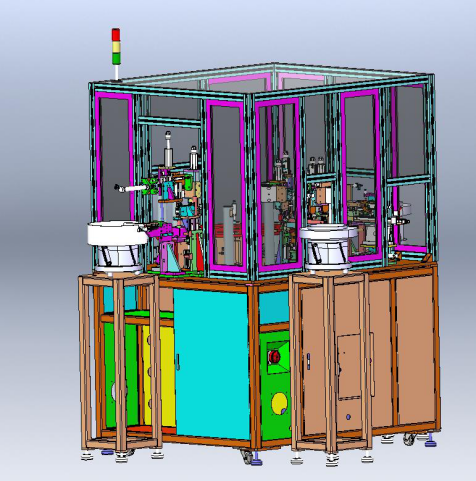
电位器开关=自动化振动盘送料分料转盘式精密组装加工中心
电位器开关产品





备注技术要求: 电位器开关=自动化振动盘送料分料转盘式精密组装加工中心。
生产工序:1、【放电位器】振动盘整理电位器方向,震动盘出料,红外线检测,机械手上下取料、气动搬运机械手送到水平8工位加工中心A工位加工;
2、【压接短簧片触点、检测、送料】银触点、短簧片振动盘出料(2台)气缸推到独立区,然后机械手放到加工位,利用气动压力机进行压接,压接好了进入预设的【视觉识别系统】工位,识别压接质量(可以与另外一个簧片检测共用),然后把合格的短簧片,送进8工位加工中心B工位;{【视觉识别系统】暂时不装}
3、【安装短簧片】8工位加工中心C工位有簧片压紧机械手,负责短簧片压紧;
4、【压接长簧片触点、检测、送料】银触点、短簧片振动盘出料(2台)气缸推到独立区,然后机械手放到加工位,利用气动压力机进行压接,压接好了进入预设的【视觉识别系统】工位,识别压接质量(可以与另外一个簧片检测共用),然后把合格的短簧片,送进8工位加工中心D工位;{【视觉识别系统】暂时不装};
5、【安装长簧片】8工位加工中心E工位有簧片压紧机械手,负责长簧片压紧;
6、【检测】8工位加工中心F工位预设有【视觉识别系统】工位负责整个产品的质量检测(暂时不装)
7、【打标】8工位加工中心G工位预设有【激光打标】工位负责整个产品的激光打标(暂时不装)
【出料】8工位加工中心H工位预设有出料机械手,负责把合格的产品取出加工中心
.
 工件
工件